










QU'EST-CE QUE TU CHERCHES?


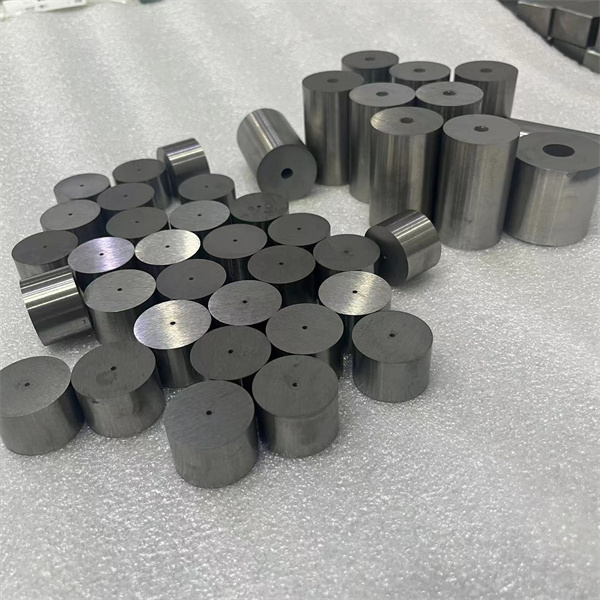
Le forgeage à froid de carbure de tungstène de Vierge de 100% meurent rubrique froide meurent pour le moule de vis
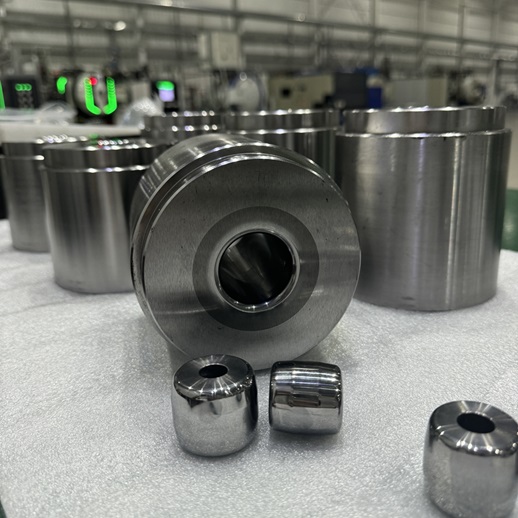
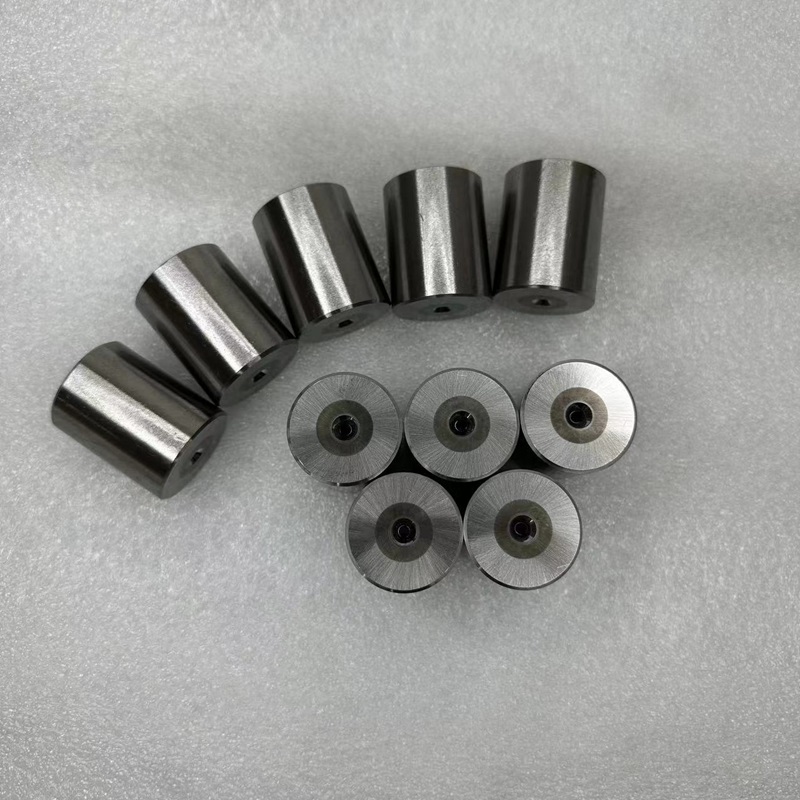
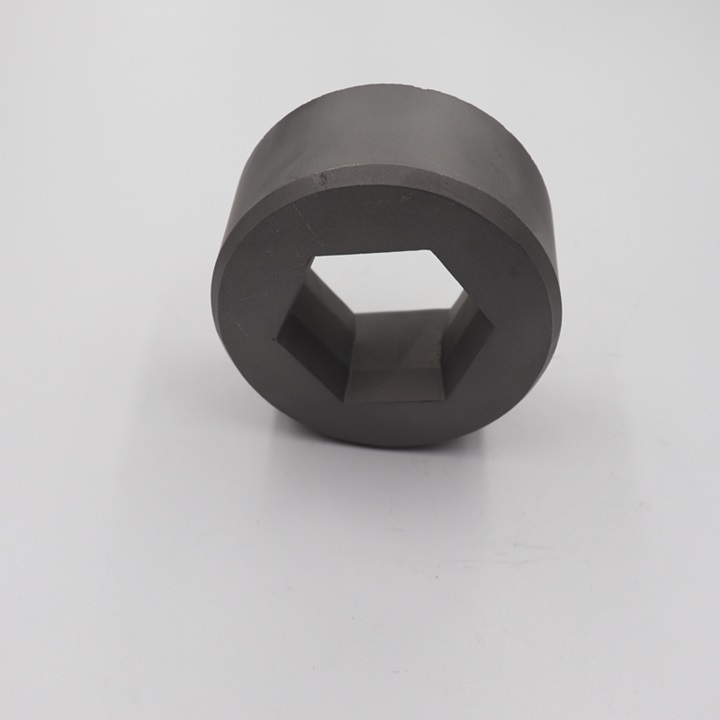
Une matrice de frappe à froid en carbure de tungstène, également connue sous le nom de matrice de forgeage à froid, est utilisée dans les machines de frappe à froid multipostes. La frappe à froid est un processus de travail des métaux dans lequel une longueur de fil ou de tige est façonnée selon la forme souhaitée en appliquant une force à travers une série de matrices. Ces matrices sont généralement fabriquées à partir de carbure de tungstène en raison de sa dureté exceptionnelle et de sa résistance à l'usure et à la déformation dans des conditions de haute pression.
Nom de l'article :
100% Virgin Tungsten Carbide Cold Forging Die Cold Heading Die for Screw MoldGrade :
HRS1 HRS2Dureté :
86-92HRA% de cobalt :
6~10%taille d'un grain :
0.6~2.6umUsage :
drawing wire or tubeLogo :
HENGRUIemballer :
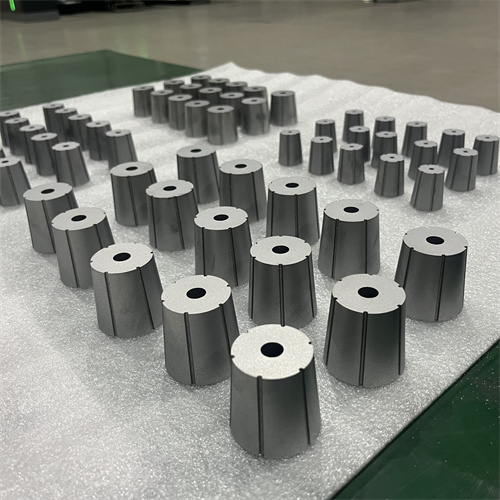
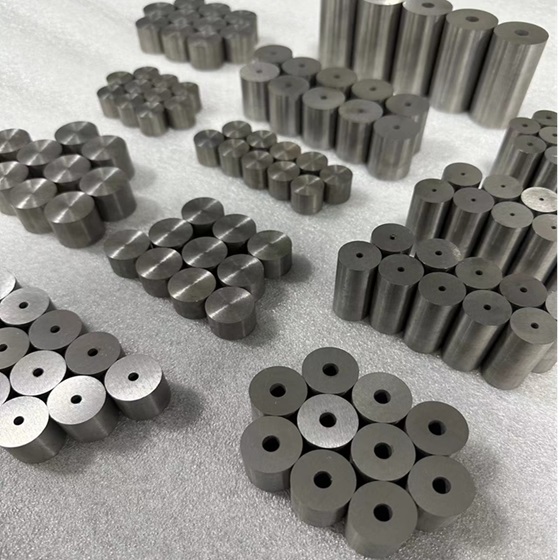
bubble plastic bag +plastic casesAutres produits principaux de HengRui Carbide.
Description détaillée:

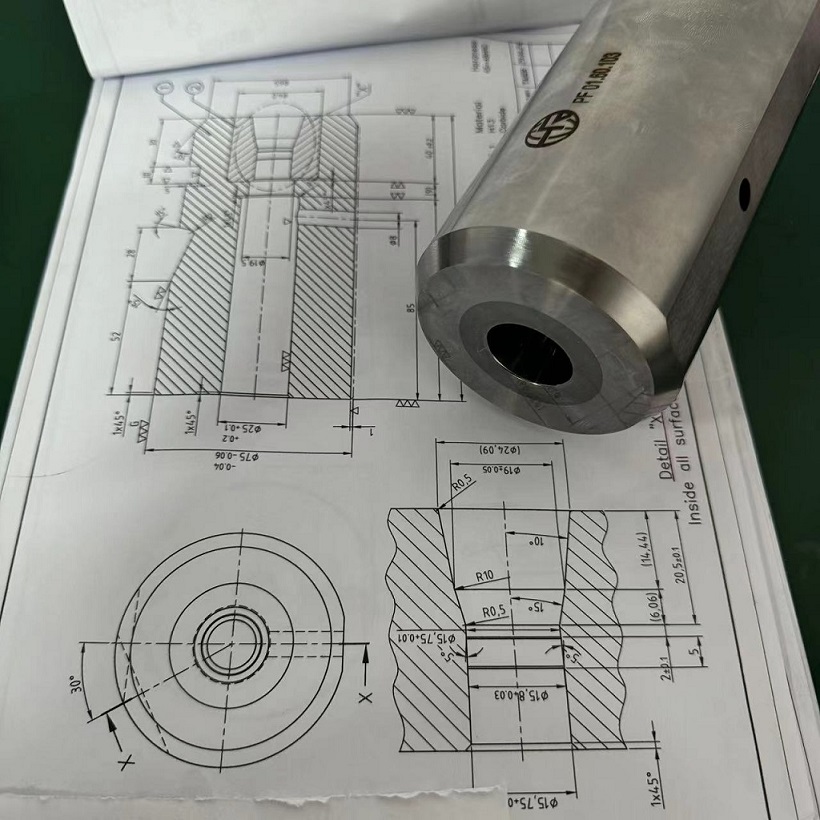
Précision dimensionnelle : une matrice de frappe à froid de haute qualité doit avoir des dimensions et des tolérances précises pour garantir une mise en forme cohérente et précise des pièces métalliques. Vérifiez si les dimensions de la matrice correspondent aux spécifications fournies par le fabricant.

Si la nuance sélectionnée est sujette à des fissures et à des dommages précoces pendant l'utilisation, une nuance avec une ténacité plus élevée doit être sélectionnée ; si la nuance sélectionnée est sujette à une usure précoce et à des dommages pendant l'utilisation, une nuance avec une dureté plus élevée et une bonne durabilité doit être sélectionnée.
Les nuances suivantes : YG15C, YG18C, YG20C, YG22C, YG25C de gauche à droite, la dureté diminue, la résistance à l'usure diminue et la résistance à l'usure augmente ; vice versa.
| GRADE | Composition | Grains de carbure Taille | Propriétés | ||||||||||
| Classeur | WC+autres | Densité | Dureté | Dureté | TRS | ||||||||
| (±0,5%) | (±0,5%) | OIN Classification | g/cm³ | HRA±0,3 | CRH | AMP | |||||||
| HV30 | |||||||||||||
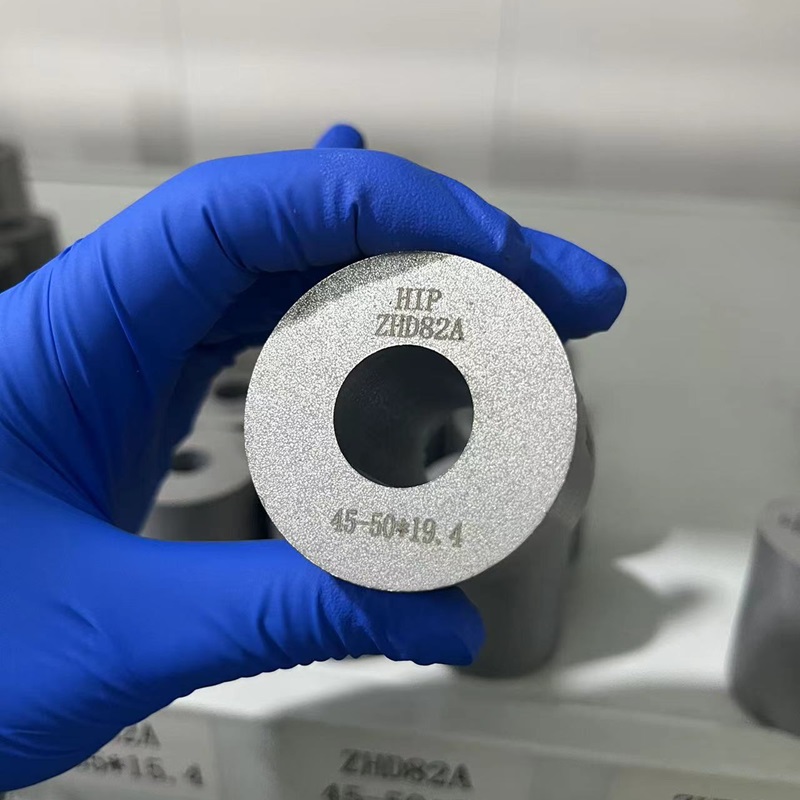
| ZHD82 | 27 | 73 | 2.6 | 13.3 | 81,7 | 61 | 2713 | ||||||
| ZHD82A | 25 | 75 | 2.6 | 13.3 | 82,7 | 63 | 2723 | ||||||
| ZHD84 | 23 | 77 | 2.6 | 13.52 | 83,7 | 64,5 | 2800 | ||||||
| YG20C | 23 | 77 | 2.6 | 13.81 | 83,7 | 64,5 | 2800 | ||||||
| ZHD86 | 21 | 79 | 2.6 | 13.52 | 84,7 | 66 | 2976 | ||||||
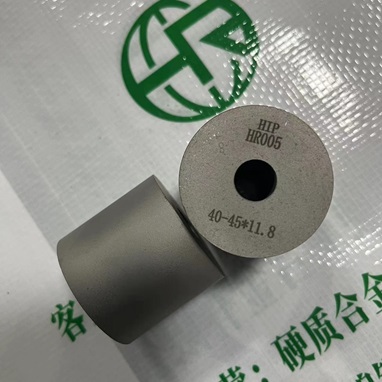
| HR001 | 23,5 | 76,5 | 2.6 | 13.09 | 83 | 63,5 | 2700 | ||||||
| HR002 | 25 | 75 | 1.4 | 12.9 | 84 | 65,3 | 3305 | ||||||
| HR003 | 24 | 76 | 1.2 | 13.01 | 85 | 66,6 | 3550 | ||||||
| HR004 | 23 | 77 | 1.4 | 13.04 | 85 | 66,6 | 3500 | ||||||
| HR005 | dix | 90 | 1.2 | 14h46 | 89,5 | 75.1 | 3700 | ||||||
| HR006 | 23 | 77 | 2.8 | 13.24 | 82 | 61,5 | 2700 | ||||||
| HR007 | 16 | 84 | 1.6 | 13.8 | 87 | 70,4 | 3700 | ||||||
| HR009 | 17 | 83 | 1.4 | 13.73 | 86 | 67,9 | 3500 | ||||||
| HR011 | 12,5 | 87,5 | 1.4 | 14.28 | 88 | 72.2 | 3600 | ||||||
| HR021 | 18,5 | 81,5 | 2.8 | 13.57 | 84,5 | 65,9 | 2900 | ||||||
| HR022 | 19 | 81 | 2.4 | 13.5 | 85 | 66,6 | 3400 | ||||||
| HR023 | 15 | 85 | 2.6 | 13.79 | 86 | 67,9 | 3100 | ||||||
| HR029 | 26 | 74 | 3.2 | 12.92 | 80,5 | 59 | 2900 | ||||||
| HR012 | 25 | 75 | 1.2 | 13.17 | 84 | 65,3 | 3000 | ||||||
| HRS1 | 19,5 | 80,5 | 2.4 | 13.26 | 83,5 | 64..5 | 2900 | ||||||









Lorsqu'il s'agit de fabriquer des matrices de frappe à froid en carbure de tungstène ou des matrices de forgeage à froid pour les processus de frappe à froid multi-stations, il y a plusieurs avantages à les fabriquer en interne plutôt que de s'appuyer sur une société commerciale :
Contrôle qualité : En fabriquant la matrice, vous avez un contrôle direct sur l’ensemble du processus de production. Cela vous permet de maintenir des mesures de contrôle de qualité strictes et de garantir que les matrices répondent aux spécifications et aux normes de performance requises. Vous pouvez surveiller de près chaque étape du processus de fabrication, y compris la sélection des matériaux, l'usinage, le traitement thermique et la finition, pour maintenir une qualité constante.
Personnalisation et flexibilité : la fabrication en interne vous permet de proposer des solutions personnalisées à vos clients. Vous pouvez adapter la conception, les dimensions et les caractéristiques des matrices de frappe à froid pour répondre aux exigences spécifiques des clients. De plus, le contrôle du processus de fabrication permet une plus grande flexibilité en termes de délais de livraison, de volumes de production et d’adaptation aux demandes changeantes des clients.
Rentabilité : la fabrication en interne peut souvent être plus rentable à long terme. Bien qu'un certain investissement initial puisse être requis pour les machines, l'équipement et la main-d'œuvre qualifiée, au fil du temps, fabriquer vos propres matrices peut entraîner des économies par rapport au recours à une société commerciale. Vous pouvez optimiser votre processus de fabrication, utiliser efficacement les ressources et éliminer les coûts supplémentaires associés aux intermédiaires.
Amélioration continue : la fabrication en interne vous offre la possibilité d’une amélioration et d’une innovation continues. Avec un accès direct au processus de production, vous pouvez identifier les domaines à améliorer, mettre en œuvre de nouvelles techno
7518
MOTS CLÉS :




©2024 Re nqiuhe ngrui cémenté carbure co., Ltd. Tous droits réservés.












 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge
