










QU'EST-CE QUE TU CHERCHES?
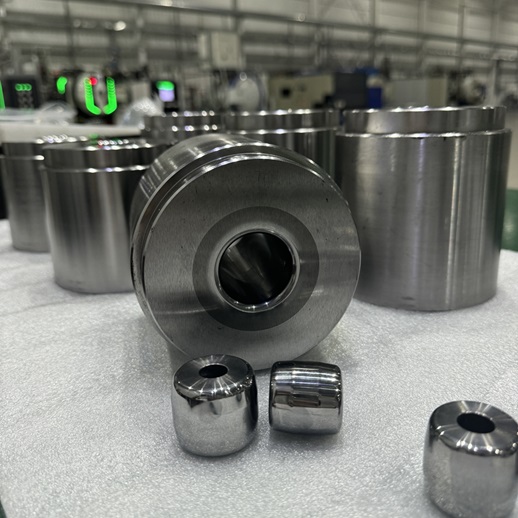
Pour les pièces en carbure d'une dureté inférieure à HRA90, choisissez l'outil CBN en matériau BNK30 pour un tournage à grande marge, et l'outil ne sera ni cassé ni brûlé. Pièces en carbure avec une dureté supérieure à HRA90 sont généralement meulés à l'aide d'outils PCD CDW025 ou de meules diamantées à liant résine.

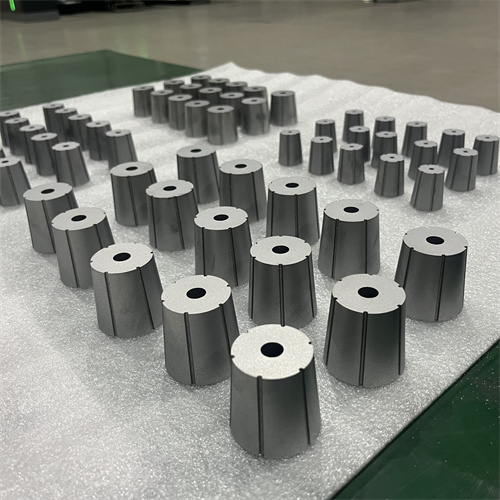
Lors du traitement des nervures en forme de croissant de rouleaux en carbure cémenté, des fraises de gravure et de fraisage diamantées CDW025 (également connues sous le nom de fraises volantes et de fraises rotatives) sont utilisées.

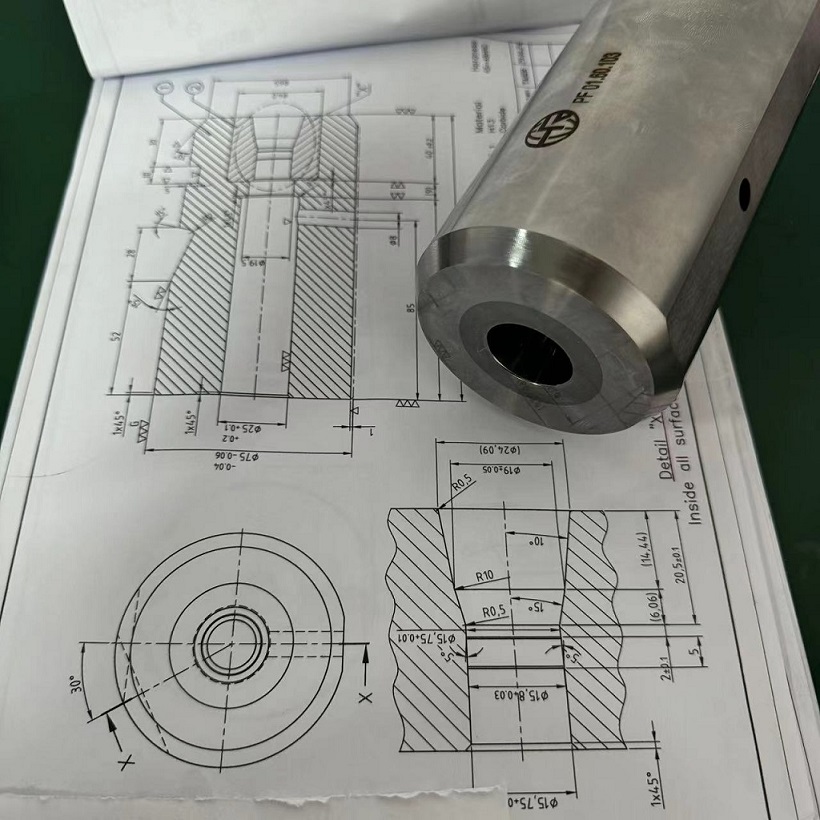
Lors de l'usinage de pièces de précision de carbure cémenté avec des rainures supérieures à R3, pour ceux avec de grandes surépaisseurs d'usinage, les outils CBN en matériau BNK30 sont généralement utilisés d'abord pour l'usinage grossier, puis meules avec des meules. Pour les petites surépaisseurs d'usinage, vous pouvez meuler directement avec une meule, ou utiliser un PC.

Généralement, plus la dureté est élevée, plus le matériau est fragile. Lorsque le carbure cémenté est coupé, le bord coupé « tombe ou s'écaille », provoquant la mise au rebut de la pièce. Par conséquent, lors du traitement du cercle extérieur du rouleau en carbure cémenté, soit le chanfreinage doit être effectué à l'avance, soit en utilisant une réserve de meulage fine avec précision pour éviter cela.




©2024 Re nqiuhe ngrui cémenté carbure co., Ltd. Tous droits réservés.


 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge
